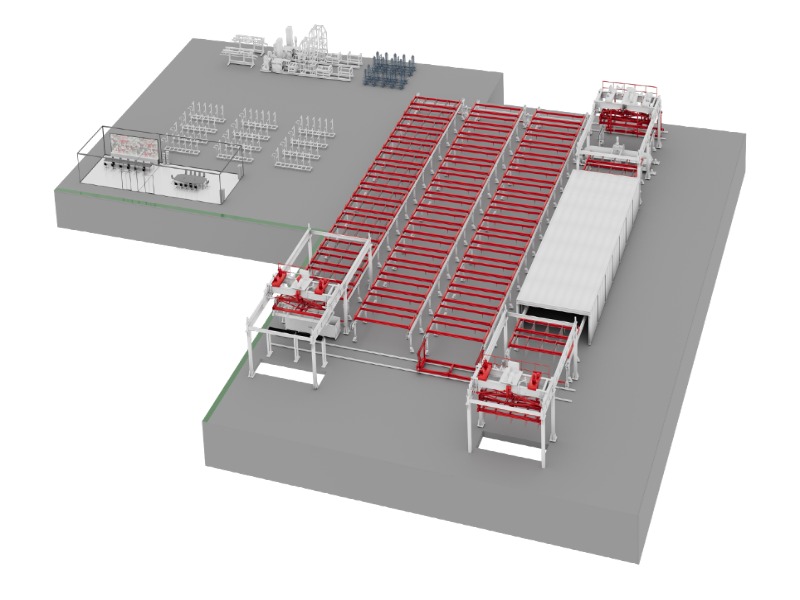
Globální stavební průmysl prochází změnou paradigmatu směrem k udržitelným, lehkým a vysoce výkonným stavebním materiálům. V popředí tohoto vývoje je autoklávovaný provzdušněný beton (AAC), prefabrikovaný zděný produkt, který nabízí výjimečnou tepelnou izolaci a strukturální integritu. Účinnost a kvalita tohoto materiálu závisí výhradně na přesnosti Výrobní linka bloků AAC .
Příprava surovin a zpracování kejdy
Základ každé výrobní linky AAC bloků začíná pečlivou přípravou surovin. Primární složky typicky zahrnují křemičité materiály (jako je popílek nebo křemenný písek) a vápenaté materiály (vápno a cement).
V počáteční fázi je písek nebo popílek smíchán s vodou a zpracován v kulovém mlýnu na jemnou kaši. Současně se vápno a sádra drtí a drtí na jemné prášky. Konzistence a distribuce velikosti částic v této fázi jsou kritické, protože ovlivňují chemickou reakci během následného pěnění. Zpracovaná kaše se skladuje ve velkých míchacích nádržích, aby se zabránilo sedimentaci a zajistila se stálá dodávka pro dávkovací systém.
Přesné dávkování, míchání a lití
Jakmile jsou suroviny připraveny, jsou přeneseny do dávkovací a míchací jednotky – „mozku“ výrobní linky bloků AAC. Tato fáze vyžaduje přesnost pro zachování strukturálních vlastností konečného produktu.
Dávkovací systém využívá automatické váhy k vážení kejdy, vápna, cementu a hliníkového prášku podle předem definovaného vzorce. Tyto ingredience se poté vypustí do vysokorychlostního mixéru. Přídavek hliníkového prášku působí jako plynotvorné činidlo. Když alkalické vápno a cement reagují s hliníkem, uvolňuje se plynný vodík, který vytváří ve směsi miliony drobných, jednotných pórů.
Po intenzivním promíchání se kapalná vsázka odlévá do velkých ocelových forem. Tento proces odlévání musí být prováděn v prostředí s řízenou teplotou, aby se zajistilo rovnoměrné zahájení chemické reakce.
Předtvrzování a kynutí (zelená fáze)
Po procesu odlévání jsou formy transportovány do předvulkanizační komory. Během této doby směs „vzezí“ jako chléb, protože plynný vodík zvětšuje svůj objem. Tato fáze obvykle trvá několik hodin při určitých úrovních teploty a vlhkosti.
Na konci předběžného vytvrzování materiál dosáhne fáze známé jako „zelený koláč“. Bloky jsou dostatečně pevné, aby se s nimi dalo manipulovat a řezat, ale zůstávají dostatečně měkké, aby je bylo možné krájet přesnými dráty. Integrita výrobní linky bloků AAC závisí do značné míry na stabilitě této fáze předběžného vytvrzování, aby se zabránilo vnitřním trhlinám nebo strukturálním deformacím.
Vysoce přesné řezání a tvarování
Stupeň řezání je možná vizuálně působivá část výrobní linky bloků AAC. Speciální jeřáb odformuje zelený dort a umístí jej na řezací stroj.
Moderní výrobní linky využívají dvouosý řezací systém:
- Horizontální řezání: Ocelové dráty krájí dort na požadovanou tloušťku a výšku.
- Svislé/příčné řezání: Dort se krájí na konkrétní délky.
Tento proces umožňuje vytvářet bloky, panely a překlady s extrémně úzkými tolerancemi. Vzhledem k tomu, že materiál je stále ve svém „zeleném“ stavu, veškerý odpad vzniklý při řezání lze recyklovat zpět do fáze přípravy kejdy, čímž se výrobní linka bloků AAC stává jedním z ekologických výrobních procesů v průmyslu.
Autoklávování: Hydrotermální reakce
Charakteristickým znakem AAC je proces autoklávování. Nařezané bloky se vloží do velké tlakové nádoby známé jako autokláv. Zde jsou vystaveny vysokotlaké páře (typicky 10 až 12 barů) a vysokým teplotám (kolem 180 °C až 190 °C) po dobu přibližně 10 až 12 hodin.
Za těchto hydrotermálních podmínek reagují oxid křemičitý a vápník za vzniku tobermoritu – krystalické struktury, která dává AAC jeho jedinečnou sílu, stabilitu a požární odolnost. Bez této specifické chemické přeměny by bloky postrádaly nosnost potřebnou pro moderní výstavbu.
Finální zpracování a kontrola kvality
Po dokončení autoklávovacího cyklu se bloky ochladí a přesunou na separační a balicí linku. Vzhledem k tomu, že bloky mohou během procesu vysokotlakého vaření k sobě mírně přilnout, často se k jejich jemnému oddělení používá „separátor“.
Konečná fáze výrobní linky AAC bloků zahrnuje přísnou kontrolu kvality. Bloky jsou kontrolovány na rozměrovou přesnost, pevnost v tlaku a hustotu za sucha. Po ověření jsou bloky paletizovány a zabaleny do smršťovací fólie pro přepravu.
Technická souhrnná tabulka
Následující tabulka shrnuje primární funkce každé stanice v rámci standardního výrobního zařízení:
| Výrobní fáze | Zapojené primární vybavení | Základní cíl |
|---|---|---|
| Příprava materiálu | Kulový mlýn, kalové nádrže | Dosažení jednotné jemnosti částic a hustoty kaše. |
| Dávkování/Míchání | Automatické váhy, vysokorychlostní mixér | Přesné chemické složení a iniciace uvolňování plynu. |
| Casting | Formy, Distribuční vůz | Nalévání směsi pro rovnoměrnou objemovou expanzi. |
| Řezání | Vertikální a horizontální řezací stroje | Tvarování zeleného dortu s vysokou rozměrovou přesností. |
| Autoklávování | Vysokotlaké autoklávy | Vyvolání hydrotermální reakce pro konečnou pevnost. |
| Balení | Separátory, paletizátory | Příprava hotového výrobku pro logistiku a skladování. |
Závěr
Výrobní linka bloků AAC představuje mistrovské dílo chemického a strojního inženýrství. Integrací automatického dávkování, přesného řezání drátu a pokročilé hydrotermální úpravy tento proces převádí jednoduché zemní minerály na stavební řešení. Vzhledem k tomu, že stavební svět i nadále upřednostňuje energetickou účinnost a snižování emisí uhlíku, role výrobní linky bloků AAC zůstane klíčovou při utváření udržitelných měst budoucnosti.